O que é folga de matriz?
No processo de puncionamento da máquina de barramento (Relacionado:O que é uma máquina de barramento?A folga da matriz refere-se ao espaço entre a cabeça do punção (molde superior) e a matriz (molde inferior) (geralmente referindo-se à folga total em ambos os lados).
Para processamento de barramentos espessos (como barramentos de cobre/alumínio com espessura de 6 mm a 12 mm ou mais), A folga da matriz é o fator mais crítico para determinar a qualidade da parede do furo, a vida útil da matriz e a suavidade da desmoldagem. Devido às diferenças de dureza e ductilidade entre o cobre e o alumínio, seus requisitos de folga diferem significativamente.
Princípio fundamental: Quanto mais macio for o material da barra condutora, menor será o espaçamento.
A regra geral é: quanto mais duro for o material da barra condutora (maior a resistência ao cisalhamento), maior será a folga necessária; quanto mais macio for o material da barra condutora (maior a ductilidade), menor será a folga necessária.
| Material | Barramentos de cobre | Barramentos de alumínio |
|---|---|---|
| folga total recomendada | 12% a 16% da espessura do material | 10% a 14% da espessura do material |
| propriedades físicas | É relativamente duro e quebra facilmente quando cortado. | É relativamente macio e pegajoso, e estica com facilidade. |
| Objetivo da definição de lacunas | Isso permite que as rachaduras superior e inferior se unam perfeitamente, reduzindo a força do impacto. | O cisalhamento forçado do material impede que ele seja "puxado" para dentro da fenda, causando rebarbas. |
Exemplo (barra condutora de 10 mm de espessura)
- Barras de cobre: A folga total recomendada é de aproximadamente 1,2 mm a 1,6 mm.
- Barramentos de alumínio: A folga total recomendada é de aproximadamente 0,5 mm a 1 mm (ligeiramente menor do que a folga em barramentos de cobre para garantir cortes limpos).
Consequências específicas da remoção inadequada de mofo
A. Folga excessiva
- Impacto nas barras de alumínio (severo):
- Como o alumínio é muito macio, se a folga for muito grande, o material não se romperá imediatamente quando o punção pressionar; em vez disso, ele será esticado e dobrado, afundando na matriz.
- Consequências:A borda do furo apresentará rebarbas extremas, e grandes rebarbas de rasgo aparecerão no fundo. O diâmetro do furo pode ser cônico (menor na parte superior e maior na parte inferior).
- Impacto nas barras de cobre:
-
- Também ocorrerão rebarbas e ondulações, mas geralmente em menor grau do que com o alumínio.
-
B. Espaço insuficiente
- Impacto nas barras de alumínio (risco de aderência do chip):
- Uma folga muito pequena causará cisalhamento secundário, resultando em paredes do furo ásperas.
- Consequências:O problema mais grave é o desgaste por atrito. Sob alta pressão, o alumínio macio apresenta um efeito de "soldagem a frio" com o punção, fazendo com que lascas de alumínio adiram à lateral do punção, dificultando a remoção do material e podendo até mesmo causar a quebra do punção.
- Impacto nas barras de cobre:
- A pressão de punção aumenta drasticamente, a matriz se desgasta mais rapidamente e a parede do furo puncionado apresentará duas faixas brilhantes visíveis com uma camada quebrada entre elas.
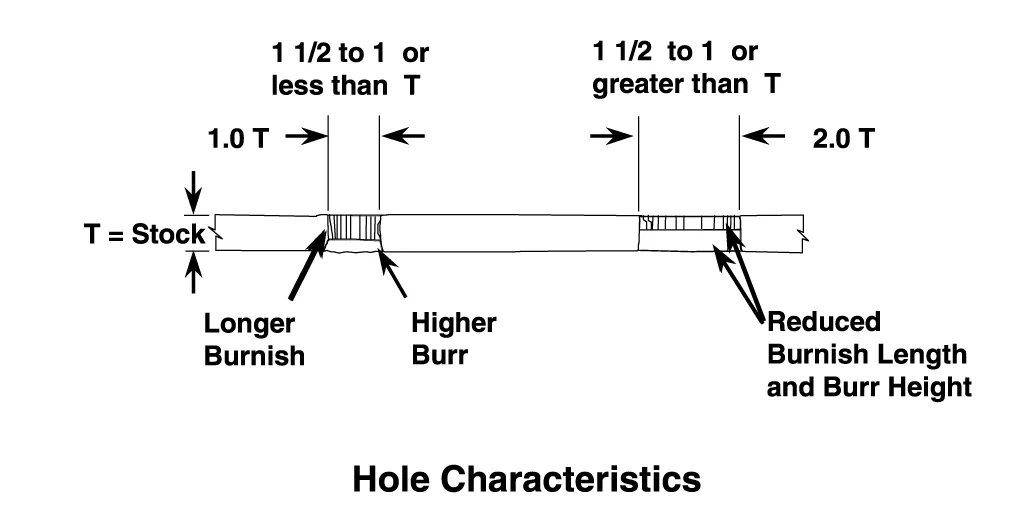
Como podemos determinar se a lacuna é apropriada examinando a "secção transversal"?
Na produção real, o método mais intuitivo é verificar a suavidade da seção perfurada:
- Estado ideal: A borda da seção apresenta aproximadamente 1/3 de faixa de cisalhamento brilhante e 2/3 de faixa de fratura rugosa. A seção é basicamente plana.
- Lacuna excessiva: A seção transversal está dobrada ou arqueada, a faixa de fratura apresenta um grande ângulo de inclinação e há marcas de rasgo por tração na borda.
- Espaço insuficiente: A borda da seção apresenta duas faixas brilhantes (foi cortada duas vezes) e, embora o fragmento seja plano, as bordas são ásperas.
Recomendação especial
- Matriz dedicadaSe possível, recomenda-se preparar matrizes com diâmetros de furo diferentes para cobre e alumínio. Por exemplo, utilize uma matriz com folga menor para usinar barras de alumínio de 10 mm e uma matriz com folga ligeiramente maior para usinar barras de cobre de 10 mm.
- Lubrificação de barramento de alumínioIndependentemente do quão bem ajustada esteja a folga, ao usinar barras de alumínio, certifique-se de pulverizar óleo ou aplicar graxa no punção regularmente. Esta é a maneira mais eficaz de evitar que os cavacos de alumínio grudem uns nos outros.