1. O que é torção da barra coletora?
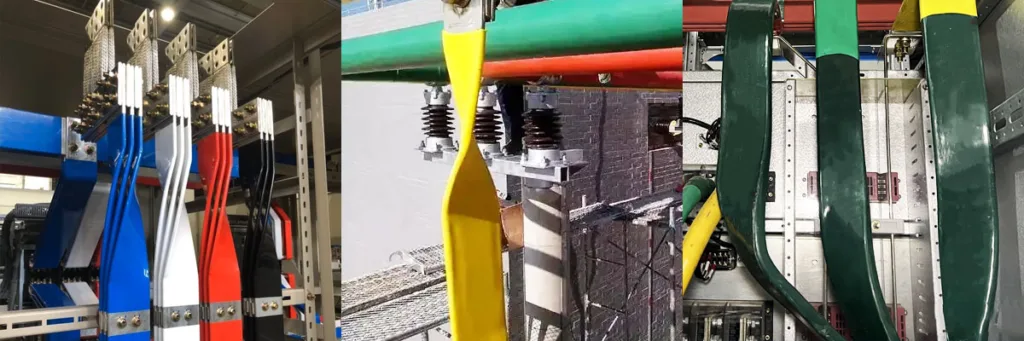
A torção de barramentos é uma técnica de processamento crítica para barramentos de cobre ou alumínio na indústria de distribuição de energia; ela é empregada para alterar a orientação de um barramento durante a instalação. Diferente da curvatura plana e da curvatura de borda (O que é dobra de borda?), a torção envolve a rotação da barra condutora em torno de seu eixo central longitudinal — normalmente por um ângulo de 90° ou 45°.
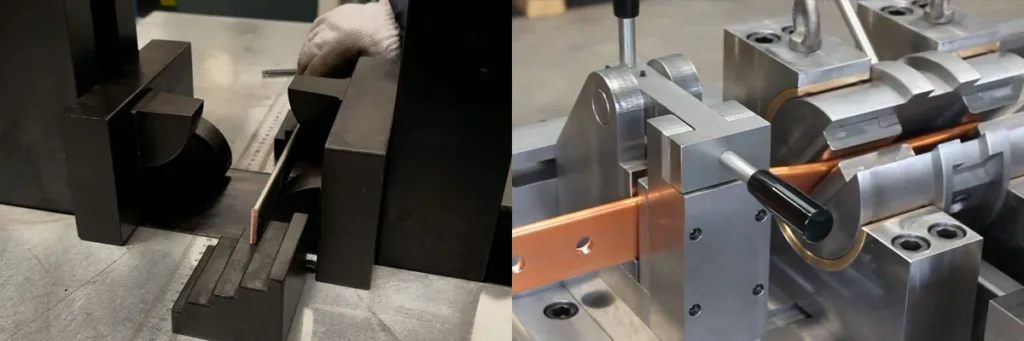
Esse processo normalmente é executado usando um Máquina de dobra de barramento CNC, garantindo que a seção torcida permaneça livre de rachaduras ou dobras significativas e que o comprimento da torção esteja em conformidade com as normas relevantes para garantir o desempenho ideal na condução de corrente.
2. A função da torção da barra de distribuição
Plano de Conexão de Fase de Mudança
Ao realizar uma torção de 90°, a barra de distribuição é reorientada de uma posição "plana" para uma posição "vertical", garantindo assim que a superfície de contato da barra de distribuição fique perfeitamente alinhada e nivelada com os terminais do componente, garantindo, dessa forma, a eficácia da conexão elétrica.
Otimize o layout interno do armário.
Em um gabinete compacto, uma configuração torcida elimina a necessidade de adaptadores complexos ou múltiplas curvas em L, resultando em um layout de roteamento mais direto e compacto. Esse design torcido não apenas reduz o número de componentes, mas também diminui significativamente o raio de curvatura, contribuindo assim para um dispositivo geral mais leve.
Aprimorando o desempenho elétrico e térmico
Em comparação com a obtenção de mudanças direcionais por meio da junção por sobreposição aparafusada de múltiplos componentes, a torção é um processo de conformação em peça única que não introduz juntas nem resistência elétrica adicional, mitigando fundamentalmente o risco de aumento de temperatura nos pontos de conexão. Além disso, em projetos específicos de fluxo de ar, a torção permite a reorientação da barra coletora — por exemplo, deslocando-a da posição horizontal para a vertical — o que facilita uma utilização mais eficaz da convecção do ar e aumenta a eficiência natural de dissipação de calor da barra coletora.


Força eletromagnética equilibrada
Em sistemas de alta corrente, o ajuste do posicionamento espacial relativo das barras de distribuição por meio de torção permite o balanceamento parcial das forças repulsivas eletromagnéticas trifásicas, aumentando assim a resistência mecânica do sistema durante curtos-circuitos.
Reduzir os custos de produção e de materiais
O processo de torção não requer barras adaptadoras adicionais, placas de conexão ou parafusos e arruelas complementares, economizando assim nos custos de material. Em um Máquina CNC para processamento de barramentoCom a torção, a operação pode ser concluída em apenas alguns segundos. Comparada ao processo manual — que envolve cortar, dobrar vários segmentos da barra de distribuição e, em seguida, furar e apertar parafusos — a torção aumenta significativamente a eficiência da montagem.
Reduzir os pontos de falha
Existe um ditado bem conhecido em sistemas de energia: "Quanto menos conexões, mais seguro o sistema". A torção elimina os riscos potenciais de mau contato causados por parafusos soltos ou oxidação.
3. Características do Processo de Torção
Inversão direcional
Enquanto a curvatura plana ou vertical tradicional altera o percurso de extensão da barra coletora (por exemplo, de uma linha reta para um formato em L), a torção permite uma rotação de 90° na orientação da seção transversal, mantendo a trajetória retilínea da barra coletora.
Adaptação planar
Isso resolve perfeitamente o problema do "desalinhamento espacial" entre os contatos dos interruptores distribuídos verticalmente e as barras de distribuição principais dispostas horizontalmente.
Juntas Zero
Em comparação com o uso de "tiras adaptadoras" ou "conectores em forma de L" adicionais, o processo de torção forma a estrutura em uma única peça contínua, resultando na ausência de juntas físicas.
Segurança elétrica
A redução das conexões aparafusadas elimina a potencial resistência de contato e o risco de aumento de temperatura causado pelo afrouxamento, melhorando significativamente a estabilidade e a segurança do sistema de condução de corrente.
Alto gradiente de estresse
Durante o processo de torção, a tensão de tração nas extremidades da barra condutora é significativamente maior do que no ponto central. Isso impõe exigências extremamente rigorosas às propriedades do material (como o estado de recozimento do cobre T2).
Características de retorno elástico
Os metais possuem um módulo de elasticidade; consequentemente, o fenômeno de "retorno elástico" observado após a torção é mais complexo do que o das operações de dobra padrão. Uma compensação angular precisa — normalmente envolvendo uma sobretorção de 3° a 5° — deve, portanto, ser aplicada por meio de... Sistema de processamento de barramento CNC.
Máxima eficiência de espaço
Dentro de sistemas de painéis elétricos ou barramentos blindados densamente compactados(O que é um sistema de barramento blindado?)A configuração torcida não requer raio de curvatura; em vez disso, requer apenas uma pequena distância linear (o passo da torção) para completar a transposição de fase, permitindo assim o projeto de gabinetes mais compactos.
Redução de Material
Elimina a necessidade de acessórios adicionais, como conectores de barramento, parafusos, arruelas planas e arruelas de pressão, reduzindo assim os custos gerais de material e o tempo de montagem.
Controle de torque
O torque (L) deve ser mantido em L ≥ 2,5 × Largura; caso contrário, as bordas inevitavelmente irão rachar.
Alinhamento Axial
A máquina deve garantir que o eixo de rotação coincida com a linha central da barra coletora; caso contrário, a barra coletora torcida sofrerá uma distorção geométrica severa (ou seja, ficará deformada).
Precisão do molde
Os moldes especializados devem incorporar características de proteção para garantir que o revestimento de estanho ou o acabamento superficial da barra condutora permaneça intacto sob imensas forças de cisalhamento.
| Dimensões da característica | Técnica de Tricô com Cabos | Dobra padrão (plana/vertical) |
|---|---|---|
| Forma Espacial | Rotação 3D, trajetória inalterada | Direção 2D, mudança de trajetória |
| Número de peças | 0 (Barra de distribuição auto-formadora) | Extenso (pode exigir a junção de múltiplos segmentos) |
| Dificuldade de usinagem | Alto (Requer cálculo preciso do torque e do retorno elástico) | Meio |
| Vantagens elétricas | Baixa resistência, sem pontos quentes. | Existe resistência de contato no ponto de conexão. |
4. Defeitos de Qualidade Comuns na Torção de Barramentos e suas Soluções
Deslocamento do centro de torção
- Fenómeno: Após a torção, o eixo da barra condutora deixa de ser colinear com o eixo original, resultando em um desalinhamento dos pontos de conexão em ambas as extremidades.
- Causa: Uma força de fixação insuficiente no molde ou um alinhamento inadequado do molde resultam no deslocamento da barra coletora durante o processo de torção.
- Solução: Otimize o comprimento da torção. Observe rigorosamente a norma que exige que o comprimento da torção L seja ≥ 2,5 vezes a largura da barra condutora.
Amassados e arranhões na superfície
- Fenómeno: Na zona de deformação por torção, aparecem marcas de matriz significativas, arranhões e até mesmo lascas de cobre descascadas.
- Causa: A rugosidade da superfície do molde é insuficiente, ou as arestas do molde são excessivamente afiadas, resultando em danos à superfície da barra coletora durante o atrito intenso.
- Solução: Modificação do molde — Utilize contato “rolante” ou “suave”; polir e cromar as superfícies de contato do molde para minimizar o atrito; e projetar uma transição arredondada maior (raio R) no ponto de entrada do material no molde para evitar cortes em ângulos agudos.
Clique em Visualizar:Fatores que afetam a suavidade, a precisão e a taxa de refugo no processamento da seção transversal da barra de distribuição.

Trinca de torção
- Fenómeno: Microfissuras aparecem nos quatro cantos da barra de distribuição; em casos graves, as fissuras se estendem para dentro.
- Causa: O comprimento de torção (ou seja, o vão da seção torcida) é muito curto, resultando em concentração excessiva de tensão no material; alternativamente, a dureza da barra de cobre é muito alta (por exemplo, devido a uma têmpera T2 inadequada).
- Solução: Utilize um sistema PLC da Siemens para pré-ajuste de ângulos. Defina coeficientes de compensação de retorno elástico personalizados para diferentes materiais (cobre vs. alumínio) — por exemplo, definindo o ângulo para 92° para compensar 2° de retorno elástico.
Retorno elástico angular e torção fora da tolerância
- Fenómeno: Quando ajustada para uma torção de 90°, a peça retorna a 85° ou 87° após a descarga; além disso, a consistência do processamento em lote é baixa.
- Causa: Dureza não uniforme do material e falta de controle preciso do ângulo de resposta em sistemas hidráulicos padrão.
- Solução: Utilize uma estrutura de molde com "fixação de posição limitada" para travar completamente ambas as extremidades da barra coletora antes do início da rotação.
5. Garantia de Qualidade e Métodos de Teste
UM. Pontos-chave de controle para garantia da qualidade
- Sistema de Admissão de Materiais: O teor de oxigênio e o estado de recozimento das barras de cobre e alumínio são submetidos a inspeções rigorosas. Para operações de torção, é obrigatório o uso de barras de cobre de grau T2, tanto na têmpera macia (M) quanto na semidura (Y2). As barras de cobre na têmpera dura (Y) devem passar por recozimento localizado antes do processamento; caso contrário, são altamente suscetíveis à fratura intergranular.
- Padrão de torque obrigatório: Respeite rigorosamente o limite máximo de L ≥ 2,5 × W durante o processo. Na programação CNC, se o torque calculado for insuficiente, o comprimento de torção deve ser compensado modificando-se o percurso da máquina.
- Alinhamento de precisão da matriz: O eixo de rotação da matriz de recartilhamento deve ser verificado sempre que as especificações forem alteradas. Se o desvio do eixo exceder 0,5 mm, uma força excêntrica será gerada ao longo da linha geratriz, resultando em distribuição desigual de tensão na seção transversal e, consequentemente, em redução da vida útil.
- Usinagem em velocidade constante: Evita choques de torção. Um sistema servo é utilizado para controlar a velocidade de rotação, permitindo tempo suficiente para o deslizamento da estrutura metálica e, assim, minimizando o acúmulo de tensão interna.
B. Indicadores de Inspeção de Qualidade
| Itens de teste | Requisitos técnicos | Ferramentas de detecção | Determinação da conclusão |
|---|---|---|---|
| Qualidade da aparência | A superfície é lisa, sem rachaduras ou danos por erosão elétrica. | Lupa de 5x | Rachaduras são classificadas como um "defeito de Classe I" e resultam em descarte imediato. |
| Ângulo de torção | 90°±1° | Localizador de ângulo digital | Exceder as tolerâncias compromete a precisão da instalação. |
| Revestimento de superfície | O revestimento de estanho não apresenta descascamento nem cobre exposto. | estimativa visual | Afeta a resistência à corrosão |
| Danos mecânicos | Profundidade da indentação< 0,2 mm | Medidor de profundidade | Profundidade excessiva causará concentração de tensão |
| Verticalidade | Paralelismo das duas faces extremas após torção ≤ 1 mm | Calibrador de folga + placa de superfície | Fatores que afetam a distribuição da força de aperto do parafuso |