Qu'est-ce que le jeu de matrice ?
Dans le processus de poinçonnage de la machine à barres omnibus (lié à :Qu'est-ce qu'une machine à barres omnibus ?), le jeu de matrice fait référence à l'espace entre la tête de poinçon (moule supérieur) et la matrice (moule inférieur) (se référant généralement au jeu total des deux côtés).
Pour le traitement des barres omnibus épaisses (telles que les barres omnibus en cuivre/aluminium d'une épaisseur de 6 à 12 mm ou plus), Le jeu de la matrice est le facteur le plus critique déterminant la qualité de la paroi du trou, la durée de vie de la matrice et la régularité du démoulage. En raison des différences de dureté et de ductilité entre le cuivre et l'aluminium, leurs exigences en matière de dégagement diffèrent considérablement.
Principe de base : Plus le matériau de la barre omnibus est souple, plus l'écart est petit.
En règle générale, plus le matériau de la barre omnibus est dur (plus sa résistance au cisaillement est élevée), plus le jeu requis est important ; plus le matériau de la barre omnibus est mou (meilleure sa ductilité), plus le jeu requis est faible.
| Matériel | barres omnibus en cuivre | barres omnibus en aluminium |
|---|---|---|
| Dégagement total recommandé | de 12% à 16% de l'épaisseur du matériau | de 10% à 14% de l'épaisseur du matériau |
| propriétés physiques | Il est relativement dur et se casse facilement lorsqu'on le cisaille. | Il est relativement doux et collant, et s'étire facilement. |
| Objectif de la définition des écarts | Cela permet aux fissures supérieures et inférieures de fusionner parfaitement, réduisant ainsi la force d'impact. | Le cisaillement forcé du matériau empêche celui-ci d'être « tiré » dans l'espace et de provoquer des bavures. |
Exemple (barre omnibus de 10 mm d'épaisseur)
- Barres omnibus en cuivre : Le jeu total recommandé est d'environ 1,2 mm à 1,6 mm.
- Barres omnibus en aluminium : Le dégagement total recommandé est d'environ 0,5 mm à 1 mm (légèrement plus faible que pour les barres omnibus en cuivre afin de garantir des coupes nettes).
Conséquences spécifiques d'un décrassage insuffisant
A. Jeu trop important
- Impact sur les barres omnibus en aluminium (grave) :
- Comme l'aluminium est très mou, si le jeu est trop important, le matériau ne se cassera pas immédiatement lorsque le poinçon s'enfoncera ; au lieu de cela, il sera étiré et plié, s'enfonçant dans la matrice.
- Conséquences:Un fort débordement apparaîtra sur le bord du trou, et de larges bavures se formeront au fond. Le diamètre du trou peut être conique (plus petit en haut et plus grand en bas).
- Impact sur les barres omnibus en cuivre :
-
- Des bavures et des retournements se produiront également, mais généralement dans une moindre mesure qu'avec l'aluminium.
-
B. Dégagement insuffisant
- Impact sur les barres omnibus en aluminium (risque de collage de la matrice) :
- Un jeu trop faible provoquera un cisaillement secondaire, ce qui entraînera des parois de trou rugueuses.
- Conséquences:Le problème le plus préoccupant est le grippage. Sous haute pression, l'aluminium mou présente un effet de « soudure à froid » avec le poinçon, ce qui provoque l'adhérence de copeaux d'aluminium sur les côtés du poinçon, rendant l'enlèvement de matière difficile et pouvant même entraîner la rupture du poinçon.
- Impact sur les barres omnibus en cuivre :
- La pression de poinçonnage augmente brusquement, la matrice s'use plus rapidement et la paroi du trou poinçonné présentera deux bandes brillantes distinctes avec une couche brisée entre les deux.
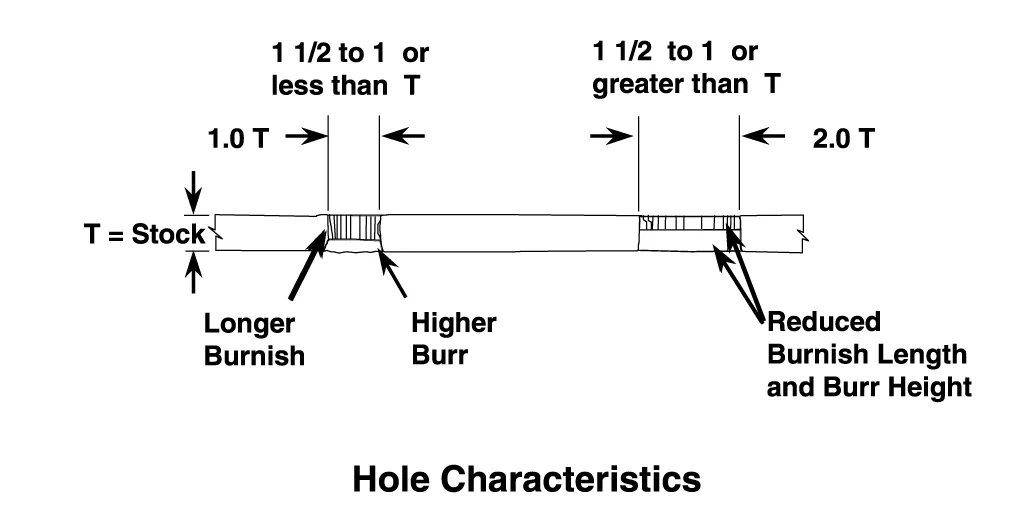
Comment déterminer si l'écart est approprié en examinant la « section transversale » ?
En production, la méthode la plus intuitive consiste à vérifier la régularité de la partie poinçonnée :
- État idéal : Le bord de la section présente environ 1/3 de bande de cisaillement brillante et 2/3 de bande de fracture rugueuse. La section est globalement plane.
- Écart excessif : La section est pliée ou arquée, la bande de fracture présente un grand angle d'inclinaison et on observe des marques de déchirure dues à la traction sur le bord.
- Écart insuffisant : Le bord de la section présente deux bandes brillantes (il a été cisaillé deux fois), et bien que la chute soit plate, les bords sont rugueux.
Recommandation spéciale
- Dé dédiéDans la mesure du possible, il est recommandé de préparer des matrices avec des diamètres de perçage différents pour le cuivre et l'aluminium. Par exemple, utilisez une matrice avec un jeu plus petit pour l'usinage de barres omnibus en aluminium de 10 mm et une matrice avec un jeu légèrement plus grand pour l'usinage de barres omnibus en cuivre de 10 mm.
- Lubrification des barres omnibus en aluminiumQuel que soit le réglage du jeu, lors de l'usinage de barres omnibus en aluminium, veillez à lubrifier ou graisser régulièrement le poinçon. C'est le moyen le plus efficace d'empêcher les copeaux d'aluminium de s'agglomérer.