1. Qu'est-ce que la torsion des barres omnibus ?
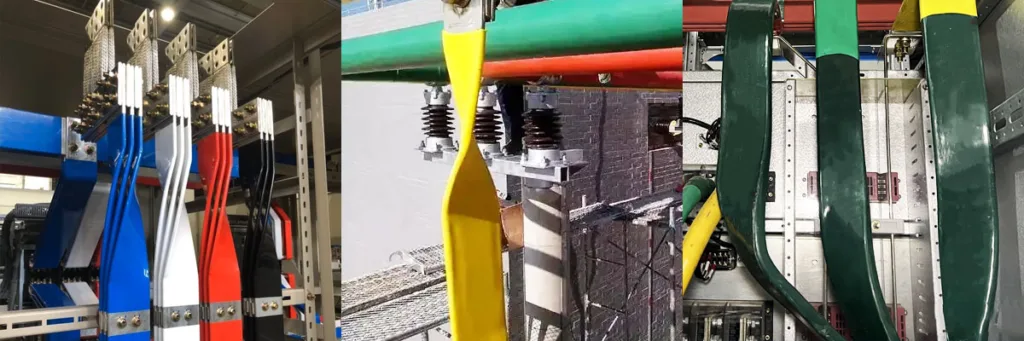
Le torsadage des barres omnibus est une technique de traitement essentielle pour les barres omnibus en cuivre ou en aluminium dans l'industrie de la distribution d'énergie ; il est utilisé pour modifier l'orientation d'une barre omnibus lors de son installation. À distinguer du cintrage à plat et du cintrage des bords (Qu'est-ce que le cintrage de bord ?), la torsion consiste à faire tourner la barre omnibus autour de son axe central longitudinal, généralement d'un angle de 90° ou de 45°.
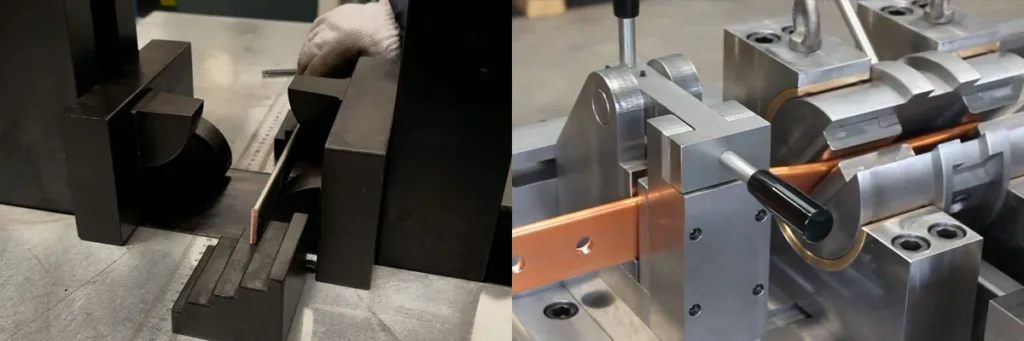
Ce processus est généralement exécuté à l'aide d'un Machine de pliage de barres omnibus CNC, en veillant à ce que la section torsadée reste exempte de fissures ou de plis importants, et que la longueur de torsion soit conforme aux normes pertinentes afin de garantir des performances optimales de transport de courant.
2. Fonction de torsion des barres omnibus
Plan de connexion de changement de phase
En effectuant une torsion de 90°, la barre omnibus est réorientée d'une position « plate » à une position « verticale », assurant ainsi que la surface de contact de la barre omnibus s'aligne parfaitement et de manière affleurante avec les bornes du composant, garantissant ainsi l'efficacité de la connexion électrique.
Optimiser l'agencement interne de l'armoire
Dans un boîtier compact, une configuration torsadée élimine le besoin d'adaptateurs complexes ou de multiples coudes en L, permettant un routage plus direct et plus compact. Cette conception torsadée réduit non seulement le nombre de composants, mais diminue aussi considérablement le rayon de courbure, contribuant ainsi à un appareil plus léger.
Amélioration des performances électriques et thermiques
Comparativement à l'assemblage par boulonnage de plusieurs composants permettant d'obtenir des changements de direction, le torsadage est un procédé de formage monobloc qui ne crée aucun joint et aucune résistance électrique supplémentaire, réduisant ainsi considérablement le risque d'élévation de température aux points de connexion. De plus, dans certaines configurations de flux d'air, le torsadage permet de réorienter la barre omnibus (par exemple, en la faisant passer d'une position horizontale à une position verticale), ce qui optimise la convection naturelle de l'air et améliore la dissipation thermique de la barre omnibus.


Force électromagnétique équilibrée
Dans les systèmes à courant élevé, l'ajustement de la position spatiale relative des barres omnibus par torsion permet l'équilibrage partiel des forces de répulsion électromagnétiques triphasées, renforçant ainsi la résistance mécanique du système lors de défauts de court-circuit.
Réduire les coûts de production et de matériaux
Le procédé de torsion ne nécessite aucune barre d'adaptation supplémentaire, aucune plaque de connexion, ni aucun boulon ou rondelle supplémentaire, ce qui permet de réaliser des économies sur les coûts des matériaux. machine de traitement de barres omnibus CNCL'opération de torsion peut être réalisée en quelques secondes seulement. Comparée au procédé manuel (qui consiste à couper et plier plusieurs segments de barre omnibus, puis à percer des trous et à serrer des boulons), la torsion améliore considérablement l'efficacité de l'assemblage.
Réduire les points de défaillance
Il existe un adage bien connu dans le domaine des systèmes électriques : « Moins il y a de connexions, plus le système est sûr. » Le serrage par torsion élimine les risques potentiels de mauvais contact causés par des boulons desserrés ou par l’oxydation.
3. Caractéristiques du processus de torsion
Inversion directionnelle
Alors que le pliage plat ou vertical traditionnel modifie le trajet d'extension de la barre omnibus (par exemple, d'une ligne droite à une forme en L), la torsion permet une rotation de 90° de l'orientation de la section transversale tout en maintenant la trajectoire rectiligne de la barre omnibus.
Adaptation planaire
Il résout parfaitement le problème du « désalignement spatial » entre les contacts de commutation répartis verticalement et les barres omnibus principales disposées horizontalement.
Zéro articulation
Comparé à l'utilisation de « bandes d'adaptation » ou de « connecteurs en forme de L » supplémentaires, le processus de torsion forme la structure en une seule pièce continue, ce qui élimine les joints physiques.
Sécurité électrique
La réduction des assemblages boulonnés élimine la résistance de contact potentielle et le risque d'élévation de température due au desserrage, améliorant ainsi considérablement la stabilité et la sécurité du système en matière de transport de courant.
Gradient de stress élevé
Lors du processus de torsion, la contrainte de traction aux extrémités de la barre omnibus est nettement supérieure à celle en son centre. Ceci impose des exigences extrêmement strictes aux propriétés du matériau (comme l'état de recuit du cuivre T2).
Caractéristiques du retour élastique
Les métaux possèdent un module d'élasticité ; par conséquent, le phénomène de « retour élastique » observé après torsion est plus complexe que celui des opérations de pliage standard. Une compensation angulaire précise, impliquant généralement une surtorsion de 3° à 5°, doit donc être appliquée. système de traitement de barres omnibus CNC.
Optimisation ultime de l'espace
Dans les systèmes de distribution ou de barres omnibus à forte densité de câblage(Qu'est-ce qu'un système de barres omnibus ?)La configuration torsadée ne nécessite aucun rayon de courbure ; elle ne requiert qu'une courte distance linéaire (le pas de torsion) pour effectuer la transposition de phase, permettant ainsi la conception d'enceintes plus compactes.
Réduction des matériaux
Élimine le besoin d'accessoires supplémentaires tels que les connecteurs de barres omnibus, les boulons, les rondelles plates et les rondelles élastiques, réduisant ainsi les coûts globaux des matériaux et le temps d'assemblage.
Contrôle du couple
Le couple (L) doit être maintenu à L ≥ 2,5 × Largeur ; sinon, les bords se fissureront inévitablement.
Alignement axial
La machine doit s'assurer que l'axe de rotation coïncide avec l'axe central de la barre omnibus ; sinon, la barre omnibus torsadée subira une grave distorsion géométrique (c'est-à-dire qu'elle sera déformée).
Précision du moule
Les moules spécialisés doivent intégrer des dispositifs de protection afin de garantir que le placage d'étain ou la finition de surface de la barre omnibus reste intact sous d'immenses forces de cisaillement.
| Dimensions des caractéristiques | Technique de tricot à torsades | Pliage standard (à plat / vertical) |
|---|---|---|
| Forme spatiale | Rotation 3D, trajectoire inchangée | Direction 2D, changement de trajectoire |
| Nombre de pièces | 0 (Barre omnibus auto-formante) | Étendu (peut nécessiter le raccordement de plusieurs segments) |
| Difficulté d'usinage | Élevé (Nécessite un calcul précis du couple et du retour élastique) | Milieu |
| Avantages électriques | Faible résistance, pas de points chauds | Une résistance de contact est présente au point de connexion. |
4. Défauts de qualité courants liés au torsadage des barres omnibus et leurs solutions
Décalage du centre de torsion
- Phénomène: L'axe de la barre omnibus, après torsion, n'est plus colinéaire avec l'axe d'origine, ce qui entraîne un désalignement des points de connexion aux deux extrémités.
- Cause: Une force de serrage du moule insuffisante ou un mauvais alignement du moule entraînent un déplacement de la barre omnibus pendant le processus de torsion.
- Solution: Optimisez la longueur de torsion. Respectez scrupuleusement la norme exigeant que la longueur de torsion L ≥ 2,5 fois la largeur de la barre omnibus.
Indentations et rayures superficielles
- Phénomène: Des marques de matrice importantes, des rayures et même des éclats de cuivre apparaissent dans la zone de déformation torsionnelle.
- Cause: La rugosité de surface du moule est insuffisante, ou les bords du moule sont excessivement tranchants, ce qui entraîne des dommages à la surface de la barre omnibus lors d'un frottement intense.
- Solution: Modification du moule — Utiliser un contact « roulant » ou « lisse » ; polir et chromer les surfaces de contact du moule pour minimiser le frottement ; et concevoir une transition arrondie plus large (rayon R) au point d’entrée du matériau du moule pour éviter les coupes à angle aigu.
Cliquez sur Afficher :Facteurs affectant la régularité, la précision et le taux de rebut du traitement des sections transversales des barres omnibus

Fissure de torsion
- Phénomène: Des microfissures apparaissent aux quatre coins de la barre omnibus ; dans les cas les plus graves, les fissures s'étendent vers l'intérieur.
- Cause: La longueur de torsion (c'est-à-dire la portée de la section torsadée) est trop courte, ce qui entraîne une concentration excessive de contraintes dans le matériau ; ou bien la dureté de la barre omnibus en cuivre est trop élevée (par exemple, en raison d'un revenu T2 sous-optimal).
- Solution: Utilisez un système PLC Siemens pour le préréglage des angles. Définissez des coefficients de compensation du retour élastique adaptés aux différents matériaux (cuivre ou aluminium) ; par exemple, en réglant l’angle à 92° pour compenser un retour élastique de 2°.
Rebond angulaire et torsion hors tolérance
- Phénomène: Lorsqu'elle est réglée sur une torsion de 90°, la pièce revient à 85° ou 87° après déchargement ; de plus, la régularité du traitement par lots est médiocre.
- Cause: Dureté non uniforme des matériaux et absence de contrôle précis de l'angle de retour dans les systèmes hydrauliques standard.
- Solution: Utiliser une structure de moule à « serrage à position limitée » pour bloquer complètement les deux extrémités de la barre omnibus avant le début de la rotation.
5. Assurance qualité et méthodes d'essai
UN. Points clés de contrôle pour l'assurance qualité
- Système d'admission des matériaux : La teneur en oxygène et l'état de recuit des barres omnibus en cuivre et en aluminium font l'objet d'un contrôle rigoureux. Pour les opérations de torsion, l'utilisation de barres omnibus en cuivre de nuance T2, à l'état recuit doux (M) ou semi-dur (Y2), est obligatoire. Les barres omnibus en cuivre à l'état recuit dur (Y) doivent subir un recuit localisé avant leur transformation ; à défaut, elles sont très susceptibles de se fracturer entre les grains.
- Norme de couple obligatoire : Respectez strictement la « ligne rouge » du processus L ≥ 2,5 × W. Lors de la programmation CNC, si le couple calculé est insuffisant, la longueur de torsion doit être compensée en modifiant le chemin de routage.
- Alignement précis des matrices : L'axe de rotation de la matrice de moletage doit être vérifié à chaque modification des spécifications. Si l'écart de cet axe dépasse 0,5 mm, une force excentrée sera générée le long de la ligne de moletage, entraînant une répartition inégale des contraintes dans la section transversale et, par conséquent, une réduction de la durée de vie.
- Usinage à vitesse constante : Évite les chocs de torsion. Un système d'asservissement contrôle la vitesse de rotation, laissant suffisamment de temps pour le glissement du réseau métallique et minimisant ainsi l'accumulation de contraintes internes.
B. Indicateurs de contrôle qualité
| Éléments de test | Exigences techniques | Outils de détection | Conclusion Détermination |
|---|---|---|---|
| Qualité d'apparence | La surface est lisse, exempte de fissures et de dommages dus à l'érosion électrique. | Loupe grossissante 5x | Les fissures sont classées comme un « défaut de classe I » et entraînent une mise au rebut immédiate. |
| Angle de torsion | 90°±1° | Chercheur d'angle numérique | Le dépassement des tolérances compromet la précision de l'installation |
| Revêtement de surface | Le revêtement en étain ne présente aucun décollement ni cuivre exposé. | Estimation visuelle | Affecte la résistance à la corrosion |
| Dommages mécaniques | Profondeur d'indentation< 0,2 mm | Jauge de profondeur | Une profondeur excessive entraînera une concentration des contraintes. |
| Verticalité | Parallélisme des deux faces d'extrémité après torsion ≤ 1 mm | Jauge d'épaisseur + plaque de surface | Facteurs influençant la répartition de la force de serrage des boulons |