1. ¿Qué es la torsión de la barra colectora?
El retorcido de barras conductoras es una técnica de procesamiento crítica para barras conductoras de cobre o aluminio dentro de la industria de distribución de energía; se emplea para alterar la orientación de una barra conductora durante la instalación. A diferencia del doblado plano y el doblado de bordes (¿Qué es el doblado de bordes?), la torsión implica girar la barra conductora alrededor de su eje central longitudinal, normalmente en un ángulo de 90° o 45°.
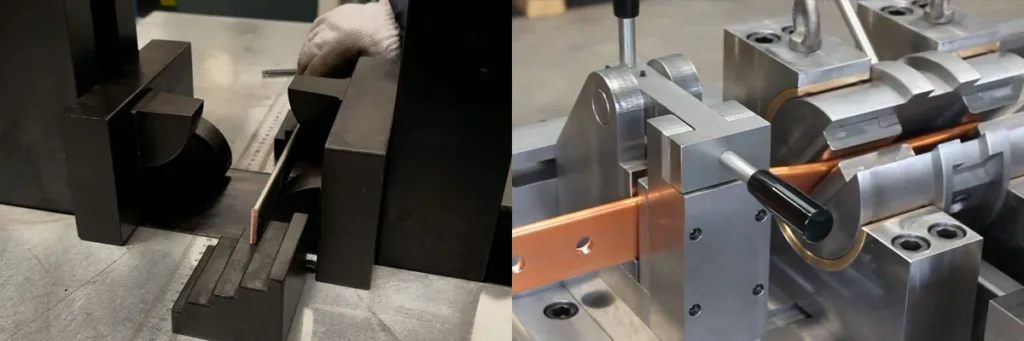
Este proceso se ejecuta normalmente utilizando un Máquina dobladora de barras colectoras CNC, asegurando que la sección retorcida permanezca libre de grietas o pliegues significativos, y que la longitud de torsión cumpla con las normas pertinentes para garantizar un rendimiento óptimo en la conducción de corriente.
2. La función de torsión de las barras colectoras
Plano de conexión de fase de cambio
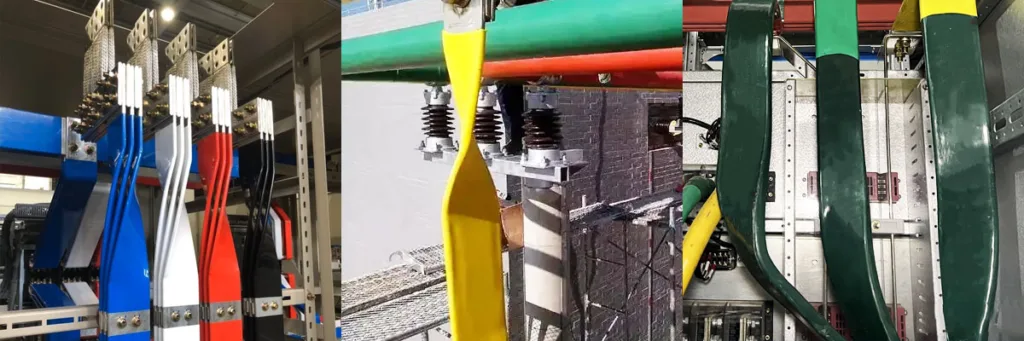
Al realizar un giro de 90°, la barra conductora se reorienta de una posición "plana" a una posición "vertical", lo que garantiza que la superficie de contacto de la barra conductora se alinee perfectamente y al ras con los terminales del componente, garantizando así la eficacia de la conexión eléctrica.
Optimizar la distribución interna del armario
Dentro de un espacio reducido, una configuración en espiral elimina la necesidad de adaptadores complejos o múltiples codos en forma de L, lo que resulta en un trazado de cables más directo y compacto. Este diseño en espiral no solo reduce la cantidad de componentes, sino que también disminuye significativamente el radio de curvatura, contribuyendo así a un dispositivo más ligero.
Mejora del rendimiento eléctrico y térmico
En comparación con lograr cambios de dirección mediante la unión solapada atornillada de múltiples componentes, el proceso de torsión es un método de conformado de una sola pieza que no introduce juntas ni resistencia eléctrica adicional, lo que reduce significativamente el riesgo de aumento de temperatura en los puntos de conexión. Además, en diseños específicos de flujo de aire, la torsión permite reorientar la barra conductora —por ejemplo, cambiarla de una posición horizontal a una vertical— lo que facilita una utilización más eficaz de la convección del aire y mejora la eficiencia de disipación de calor natural de la barra conductora.


Fuerza electromagnética equilibrada
En sistemas de alta corriente, ajustar la posición espacial relativa de las barras colectoras mediante torsión permite equilibrar parcialmente las fuerzas repulsivas electromagnéticas trifásicas, mejorando así la resistencia mecánica del sistema durante fallos por cortocircuito.
Reducir los costos de producción y materiales.
El proceso de torsión no requiere barras adaptadoras adicionales, placas de conexión ni pernos y arandelas acompañantes, lo que ahorra en costos de material. En un Máquina de procesamiento de barras colectoras CNCLa operación de torsión se puede completar en tan solo unos segundos. En comparación con el proceso manual, que implica cortar, doblar varios segmentos de barras conductoras, taladrar agujeros y apretar pernos, la torsión aumenta significativamente la eficiencia del ensamblaje.
Reducir los puntos de fallo
En los sistemas eléctricos existe una máxima muy conocida: «Cuantas menos conexiones, más seguro es el sistema». El retorcido elimina los riesgos potenciales de un mal contacto causado por pernos flojos u oxidación.
3. Características del proceso de torsión
Inversión direccional
Mientras que la flexión plana o vertical tradicional altera la trayectoria de extensión de la barra conductora (por ejemplo, de una línea recta a una forma de L), la torsión logra una rotación de 90° de la orientación de la sección transversal manteniendo la trayectoria rectilínea de la barra conductora.
Adaptación planar
Resuelve perfectamente el problema de la "desalineación espacial" entre los contactos de conmutación distribuidos verticalmente y las barras colectoras principales dispuestas horizontalmente.
Cero articulaciones
En comparación con el uso de "tiras adaptadoras" o "conectores en forma de L" adicionales, el proceso de torsión forma la estructura en una sola pieza continua, lo que resulta en la ausencia de uniones físicas.
Seguridad eléctrica
La reducción de las conexiones atornilladas elimina la posible resistencia de contacto y el riesgo de aumento de temperatura causado por el aflojamiento, mejorando así significativamente la estabilidad y la seguridad del sistema en el transporte de corriente.
Gradiente de alta tensión
Durante el proceso de torsión, la tensión de tracción en los bordes de la barra conductora es significativamente mayor que en el punto central. Esto impone exigencias extremadamente rigurosas a las propiedades del material (como el estado de recocido del cobre T2).
Características de recuperación elástica
Los metales poseen un módulo elástico; en consecuencia, el fenómeno de "recuperación elástica" observado después de la torsión es más complejo que el de las operaciones de doblado estándar. Por lo tanto, se debe aplicar una compensación angular precisa, que normalmente implica una torsión adicional de 3° a 5°, a través de la Sistema de procesamiento de barras colectoras CNC.
Máxima eficiencia espacial
Dentro de sistemas de distribución o conductos de barras densamente empaquetados(¿Qué es un sistema de conductos de barras?)La configuración retorcida no requiere radio de curvatura; en cambio, solo requiere una corta distancia lineal (el paso de torsión) para completar la transposición de fase, lo que permite el diseño de carcasas más compactas.
Reducción de materiales
Elimina la necesidad de accesorios adicionales como conectores de barras colectoras, pernos, arandelas planas y arandelas elásticas, reduciendo así los costos generales de material y el tiempo de montaje.
Control de par
El par (L) debe mantenerse en L ≥ 2,5 × Ancho; de lo contrario, los bordes se agrietarán inevitablemente.
Alineación axial
La máquina debe garantizar que el eje de rotación coincida con el eje central de la barra conductora; de lo contrario, la barra conductora retorcida sufrirá una grave distorsión geométrica (es decir, se deformará).
Precisión del molde
Los moldes especializados deben incorporar elementos de protección para garantizar que el recubrimiento de estaño o el acabado superficial de la barra conductora permanezca intacto bajo fuerzas de cizallamiento inmensas.
| Dimensiones de la característica | Técnica de tejido de cable | Doblado estándar (plano/vertical) |
|---|---|---|
| Forma espacial | Rotación 3D, trayectoria sin cambios. | Dirección 2D, cambio de trayectoria |
| Número de piezas | 0 (Barra conductora autoformada) | Extenso (puede requerir el empalme de múltiples segmentos) |
| Dificultad de mecanizado | Alto (Requiere un cálculo preciso del par y del efecto resorte) | Medio |
| Ventajas eléctricas | Baja resistencia, sin puntos calientes | En el punto de conexión se presenta resistencia de contacto. |
4. Defectos de calidad comunes en el trenzado de barras colectoras y sus soluciones.
Desplazamiento del centro de torsión
- Fenómeno: Tras la torsión, el eje de la barra conductora deja de ser colineal con el eje original, lo que provoca una desalineación de los puntos de conexión en ambos extremos.
- Causa: Una fuerza de sujeción del molde insuficiente o una mala alineación del molde provocan el desplazamiento de la barra conductora durante el proceso de torsión.
- Solución: Optimice la longitud de torsión. Cumpla estrictamente con la norma que exige que la longitud de torsión L ≥ 2,5 veces el ancho de la barra conductora.
Hendiduras y arañazos en la superficie
- Fenómeno: En la zona de deformación torsional aparecen marcas de troquelado importantes, arañazos e incluso desconchones de cobre.
- Causa: La rugosidad superficial del molde es insuficiente o los bordes del molde son excesivamente afilados, lo que provoca daños en la superficie de la barra conductora durante una fricción intensa.
- Solución: Modificación del molde: emplear un contacto "rodante" o "suave"; pulir y cromar las superficies de contacto del molde para minimizar la fricción; y diseñar una transición redondeada más grande (radio R) en el punto de entrada del material del molde para evitar cortes en ángulo agudo.
Haga clic en Ver:Factores que afectan la suavidad, la precisión y la tasa de desperdicio en el procesamiento de la sección transversal de las barras conductoras.

Grieta torsional
- Fenómeno: Aparecen microfisuras en las cuatro esquinas de la barra conductora; en los casos más graves, las fisuras se extienden hacia el interior.
- Causa: La longitud de torsión (es decir, la longitud de la sección retorcida) es demasiado corta, lo que provoca una concentración excesiva de tensiones en el material; alternativamente, la dureza de la barra conductora de cobre es demasiado alta (por ejemplo, debido a un temple T2 subóptimo).
- Solución: Utilice un sistema PLC de Siemens para el preajuste del ángulo. Configure coeficientes de compensación de recuperación elástica adaptados a diferentes materiales (cobre frente a aluminio); por ejemplo, ajuste el ángulo a 92° para compensar 2° de recuperación elástica.
Recuperación elástica angular y fuera de tolerancia de torsión
- Fenómeno: Cuando se ajusta a una torsión de 90°, la pieza rebota a 85° u 87° después de la descarga; además, la consistencia del procesamiento por lotes es deficiente.
- Causa: La dureza no uniforme del material y la falta de un control preciso de la retroalimentación angular en los sistemas hidráulicos estándar.
- Solución: Utilice una estructura de molde de "sujeción de posición limitada" para fijar completamente ambos extremos de la barra conductora antes de que comience la rotación.
5. Aseguramiento de la calidad y métodos de prueba
A. Puntos clave de control para el aseguramiento de la calidad
- Sistema de admisión de materiales: El contenido de oxígeno y el estado de recocido de las barras conductoras de cobre y aluminio están sujetos a una inspección rigurosa. Para las operaciones de torsión, son obligatorias las barras conductoras de cobre de grado T2, ya sea en estado blando (M) o semiduro (Y2). Las barras conductoras de cobre en estado duro (Y) deben someterse a un recocido localizado antes del procesamiento; de lo contrario, son altamente susceptibles a la fractura intergranular.
- Norma de par de apriete obligatoria: Siga estrictamente la “línea roja” del proceso de L ≥ 2,5 × W. Durante la programación CNC, si el par calculado es insuficiente, la longitud de torsión debe compensarse modificando la trayectoria de la fresa.
- Alineación de precisión de la matriz: Es necesario verificar el eje de rotación de la matriz de moleteado cada vez que se modifiquen las especificaciones. Si la desviación del eje supera los 0,5 mm, se generará una fuerza excéntrica a lo largo de la línea generatriz, lo que provocará una distribución desigual de las tensiones en la sección transversal y, por consiguiente, una reducción de la vida útil.
- Mecanizado a velocidad constante: Evita los choques torsionales. Se utiliza un sistema de servocontrol para regular la velocidad de rotación, lo que permite un tiempo suficiente para el deslizamiento de la red metálica y, por lo tanto, minimiza la acumulación de tensiones internas.
B. Indicadores de inspección de calidad
| Elementos de la prueba | Requisitos técnicos | Herramientas de detección | Conclusión Determinación |
|---|---|---|---|
| Calidad de apariencia | La superficie es lisa, libre de grietas y daños por erosión eléctrica. | Lupa de 5 aumentos | Las grietas se clasifican como un "defecto de clase I" y conllevan el desguace inmediato del producto. |
| Ángulo de torsión | 90°±1° | Buscador de ángulos digital | Superar las tolerancias compromete la precisión de la instalación. |
| Recubrimiento de superficie | El recubrimiento de estaño no presenta descamación ni cobre expuesto. | Estimación visual | Afecta a la resistencia a la corrosión |
| Daños mecánicos | Profundidad de indentación< 0,2 mm | Medidor de profundidad | Una profundidad excesiva provocará concentración de tensiones. |
| Verticalidad | Paralelismo de las dos caras extremas después de la torsión ≤ 1 mm | Calibre de espesores + placa de superficie | Factores que afectan la distribución de la fuerza de apriete de los pernos |