What is die clearance?
In the punching process of busbar machine (Related:What is busbar machine?), die clearance refers to the gap between the punch head(upper mold) and the die (lower mold) (usually referring to the total clearance on both sides).
For thick busbar processing (such as copper/aluminum busbars with a thickness of 6mm-12mm or more), die clearance is the most critical factor determining the hole wall quality, die life, and smoothness of demolding. Due to the differences in hardness and ductility between copper and aluminum, their clearance requirements differ significantly.
Core principle: The softer the busbar material, the smaller the gap.
The general rule of thumb is: the harder the busbar material (the higher the shear strength), the larger the required clearance; the softer the busbar material (the better the ductility), the smaller the required clearance.
| Material | Copper busbars | Aluminum busbars |
|---|---|---|
| Recommended total clearance | 12% to 16% of the material thickness | 10% to 14% of the material thickness |
| physical properties | It is relatively hard and breaks easily when sheared. | It is relatively soft and sticky, and easily stretches. |
| Purpose of gap setting | This allows the upper and lower cracks to merge perfectly, reducing the impact force. | Forced material shearing prevents material from being "pulled" into the gap and causing burrs. |
Example (10mm thick busbar)
- Copper busbars: Recommended total clearance is approximately 1.2mm – 1.6mm.
- Aluminum busbars: Recommended total clearance is approximately 0.5mm – 1mm (slightly tighter than copper busbars to ensure clean cuts).
Specific consequences of improper mold clearance
A. Too Large Clearance
- Impact on Aluminum Busbars (Severe):
- Because aluminum is very soft, if the clearance is too large, the material will not immediately break when the punch presses down; instead, it will be stretched and bent, sinking into the die.
- Consequences:Extreme rollover will appear at the edge of the hole, and large, tearing burrs will appear at the bottom. The hole diameter may be conical (smaller at the top and larger at the bottom).
- Impact on Copper Busbars:
-
- Rollover and burrs will also occur, but usually to a lesser extent than with aluminum.
-
B. Too Small Clearance
- Impact on Aluminum Busbars (Risk of Die Sticking):
- Too small a clearance will cause secondary shear, resulting in rough hole walls.
- Consequences:The most troublesome issue is galling. Under high pressure, soft aluminum will exhibit a “cold welding” effect with the punch, causing aluminum shavings to adhere to the side of the punch, leading to difficulties in material removal and even causing the punch to break.
- Impact on copper busbars:
- The punching pressure increases sharply, the die wears faster, and the punched hole wall will have two obvious bright bands with a broken layer in between.
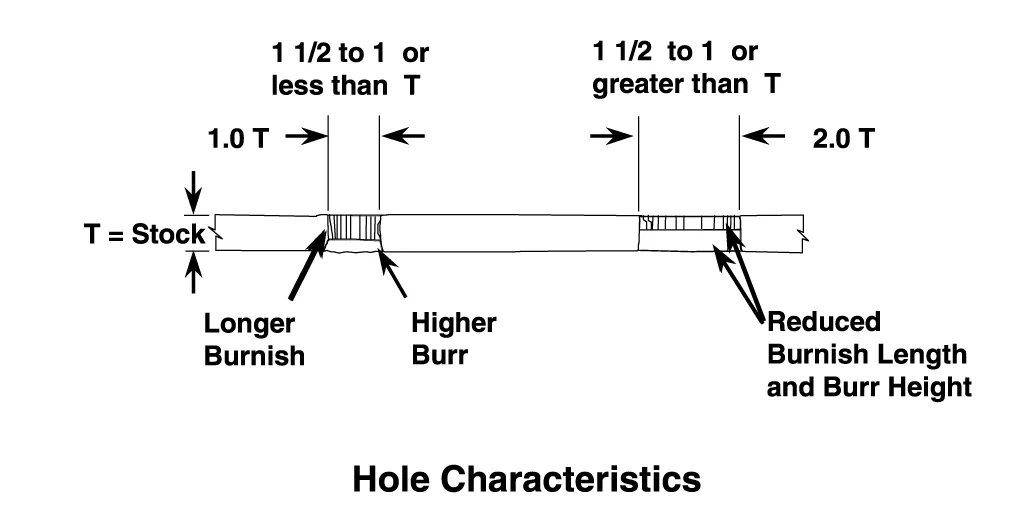
How can we determine whether the gap is appropriate by examining the "cross-section"?
In actual production, the most intuitive method is to check the smoothness of the punched section:
- Ideal state: The section edge has approximately 1/3 bright shear band and 2/3 rough fracture band. The section is basically flat.
- Excessive gap: The section is bent or arched, the fracture band has a large inclination angle, and there are tensile tear marks on the edge.
- Insufficient gap: The section edge has two bright bands (it has been sheared twice), and although the scrap is flat, the edges are rough.
Special Recommendation
- Dedicated Die: If possible, it is recommended to prepare die with different hole diameters for copper and aluminum. For example, use a die with a smaller clearance for machining 10mm aluminum busbars, and a die with a slightly larger clearance for machining 10mm copper busbars.
- Aluminum Busbar Lubrication: No matter how well the clearance is adjusted, when machining aluminum busbars, be sure to regularly spray oil or apply grease to the punch. This is the most effective way to prevent aluminum chips from sticking together.